
R&D
Experience you can trust is the best way to describe R&D in Dipharma.
From the beginning, Dipharma recognized the importance of investing in innovation. Today, with over 250 patent and patent applications filed and more than 1200 scientific papers written with our scientists’ contribution, expertise in process chemistry is one of our core competencies.
A team of more than 80 highly skilled professionals (the majority are masters and PhDs) is to conceive of new chemical synthetic routes and to transform them into industrial manufacturing processes for both our product portfolio and custom applications.
This enables us to offer our custom synthesis or generics customers the most efficient and cost-effective chemical process solution for their desired molecule. Our R&D team is backed-up by an internal Intellectual Property department.
Our trademark characteristics are a rigorous approach to defining synthetic chemical processes, a high level of skill in the safety assessment, a thorough multi-disciplined expertise in our portfolio of technologies, and an innovative mindset.
R&D mission
Innovation at work
We innovate by developing new processes by applying the latest methods and technologies
to the existing ones by revision and optimization for the chemical reactions and processes involved.
This approach is applied to both generic products and custom synthesis.
Areas of expertise
Our growing portfolio of reactions
We are proficient in the following reactions and technologies
Laboratories
and equipment

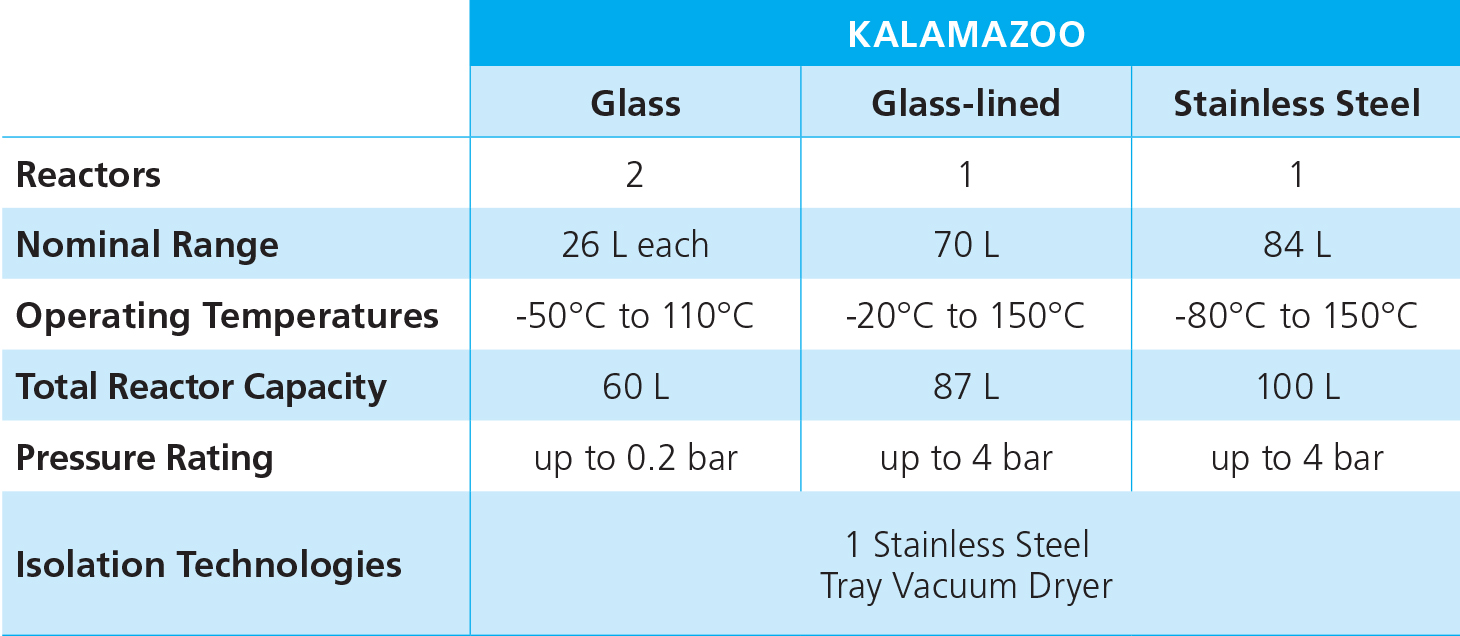
Our two fully equipped R&D Centers are located one in Italy, near Milan, and the other in Kalamazoo (MI), USA.
They both have a state-of-the-art complement of instrumentation and equipment that include:
- Multiple HPLC and UPLC, with UV and RI detectors
- 4 HPLC-MS/Single and Triple Quadrupole
- Preparative chromatography systems, including UV/ELSD detectors and reverse-phase prep capability
- Ionic chromatography
- Parallel reactors for catalyst screening, autoclaves for gas, liquid reactions
- GC and GC-MS systems
- ICP-MS
- NMR: one 400 and two 300 MHz NMRs, with auto-samplers and variable temperature. Multiple ion probe H, F, C, N, P, etc.
- KF Titrators (volumetric and coulometric + Stromboli)
- XRPD
- Lab Miller
- Lab Micronizer
- Particle-size analyzer (Malvern)
- Reaction Calorimeters RC1 and Labmax®
- Spray Dryer
- DSC
- 2 NON-GMP K-labs for preparative purposes
- Electronic Notebook System
- Turbidimeter Crystal 16® for crystallization screening
- Pre-formulation Lab (dissolution test apparatus, blender, tablet press, etc.)

Dipharma’s cutting edge CGMP manufacturing suite provides supply for clinical Phase 1 and early Phase 2 and it is supported by a state-of-the-art CGMP Quality Control laboratory.
To better meet customer needs, the kilolab has been expanded, duadrupling the existing capacity and exteneding the batch size range.
A dedicated cross-functional team, including a single point-of-contact project manager, highly skilled R&D researchers, and professionals across Quality group and Operations, will assist you through all the stages of your molecule’s life cycle.
- 2020 cGMP, US FDA registered
FEI: 3004853226
DUNS: 116936307 - 2024 US FDA inspection

Dipharma’s small scale CGMP pilot plants are located at our Mereto di Tomba and Caronno Pertusella sites (Italy). They offer a full range of scale up capabilities for early-stage drug development, clinical trials and small production batches.
CGMP state-of-the-art equipment, combined with our long expertise, provides flexible solutions to support your projects.
Our pilot plants are currently equipped with:

Innovation:
Publications and Patents
A fundamental objective of a granted patent is to provide an incentive for innovation.
A patent, in fact, gives to its owner the right to prevent third parties from making, using, or selling their invention.
At Dipharma, we value, respect, and benefit – together with our partners in a custom synthesis project – from this protection.
An internal team having European and Italian Patent Attorney qualification and documentation specialists, who work directly with a network of national and international legal agents, handles all aspects of this protection at Dipharma.
The decision to protect an invention is driven by our Intellectual Property team in collaboration with the top management, with the main goal to strengthen our competitive position, and thereby helping to increase the competitiveness of our customers.
As witness of our innovation, we have filed over 250 patents and patent applications and our scientists contributed as authors in more than 1200 scientific papers.
Scientific partners,
Strong partnerships
To back-up our team, Dipharma has strong and long-standing partnerships with some of the best universities and research centers in Europe. Moreover, Dipharma financially offers grants to students or graduates involved in our research programs.
If you are a researcher in chemistry and you are interested in collaborating with Dipharma, please visit our CAREERS page
